SMM9: at SMM's 2020 (2nd) China Industry Expo New Materials Forum-China Automotive New Materials Application Summit, and China (8th) Aluminum processing Industry chain supply and demand Trading Summit, and China (second) Copper processing Industry chain supply and demand Trading Summit, Zhang Quancheng, deputy general manager of Jiangsu Changshan Aluminum Group Co., Ltd., shared the application and research content of microscopic analysis technology in the development of aluminum alloy materials for new energy lithium batteries.
Research background
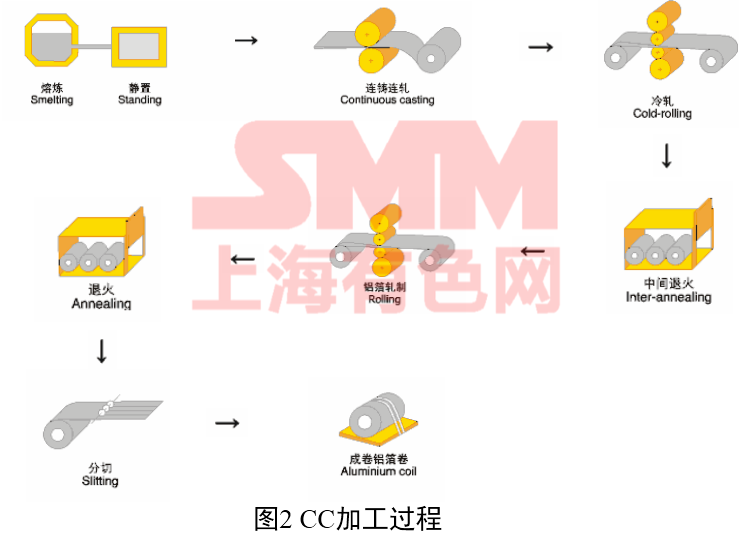
The DC process has the advantages of long working procedure, high energy consumption and high production cost. On the other hand, the CC process has the advantages of short working procedure, low energy consumption and low production cost.
CC process has the advantages of short process, low energy consumption, low production cost and high production efficiency, so it is widely used in the production of battery shell.
Disadvantages: non-uniform structure, coarse grains in the surface layer and small equiaxed grains in the core layer, how to obtain uniform grains is very important.
Effect of single-stage and double-stage Intermediate annealing on Microstructure and Properties of sheet
Two-stage annealing process: Paton et al obtained a large number of precipitates in 7075 and 7475 aluminum alloys by overaging, which effectively prevented the grain growth process during subsequent annealing and refined the grains. There should be a high-density precipitated phase before recrystallization, and the dispersed phase firmly binds the grain boundary during annealing, which makes the grain grow very slowly. It can be inferred that the grain structure of Al-Mn alloy can be controlled in a similar way.
A two-stage intermediate annealing process is adopted, that is, low temperature pre-recovery treatment + high temperature recrystallization annealing.
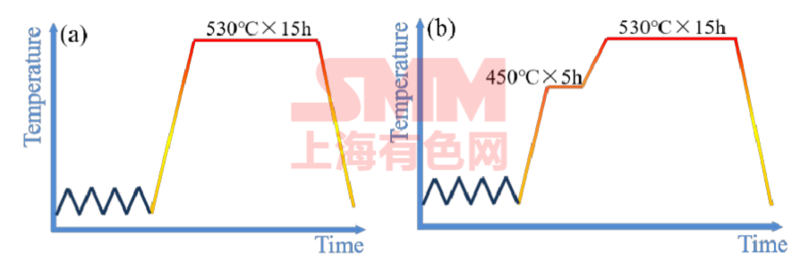
When annealed at 450 ℃, the total content of precipitation reached the maximum, and a large number of fine and dense granular dispersed phases were obtained. In addition, only the recovery process occurs at this temperature. The dispersion phase hinders the grain boundary migration so as to restrain the process of grain growth and refine the grains.
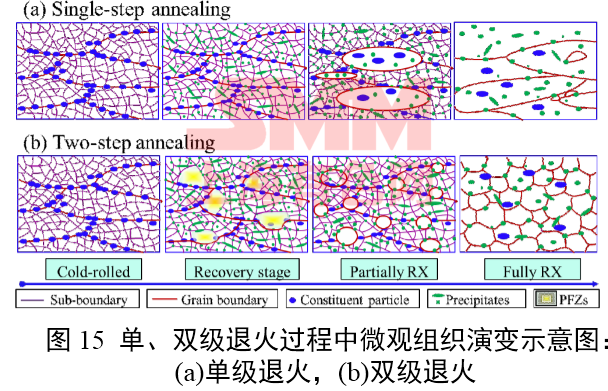
Single-stage annealing: a large number of Mn-containing dispersed phases precipitate at the grain boundary / subgrain boundary, which hinders the growth of subgrains into recrystallization core, and the nucleation rate is low.
Two-stage annealing: the PFZ band is formed near the primary grain boundary or primary phase, and the subgrain size in the PFZ band is higher than that in the crystal. During annealing at high temperature, the subgrains in the PFZ band grow rapidly and become recrystallization core, which greatly increases the recrystallization nucleation rate. At the same time, pre-recovery can significantly reduce the recrystallization driving force and slow down the grain growth rate.
Effect of annealing on Microstructure and Properties of CC3003 Aluminum foil
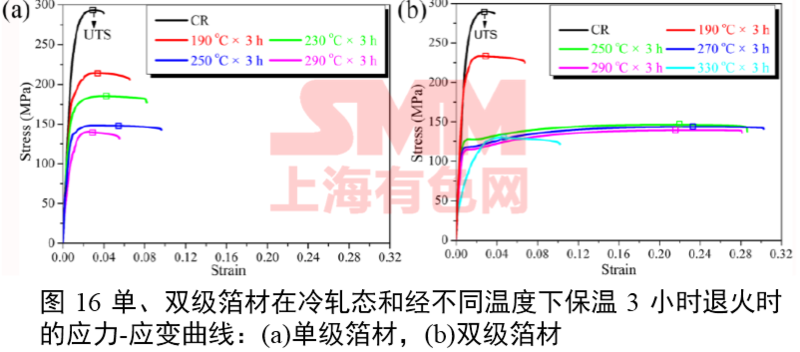
Single-stage foil: both uniform elongation and total elongation are low.
Two-stage foil: when the temperature is lower than 250 ℃ or higher than 310 ℃, the curve of two-stage foil is very similar to that of single-stage foil, and the plasticity is poor; after annealing at 250-310 ℃, the uniform elongation and total elongation of two-stage foil increase greatly.
After 98.6% cold rolling deformation, the strength of the two kinds of foil is very high, and the tensile strength is as high as 294MPa, but their plasticity is very poor, only 2.5% to 3%. After annealing, the strength of single-stage and double-grade foil decreased and the toughness increased.
There is a platform in the yield strength curve of two-stage foil in the temperature range of 250-310 ℃.
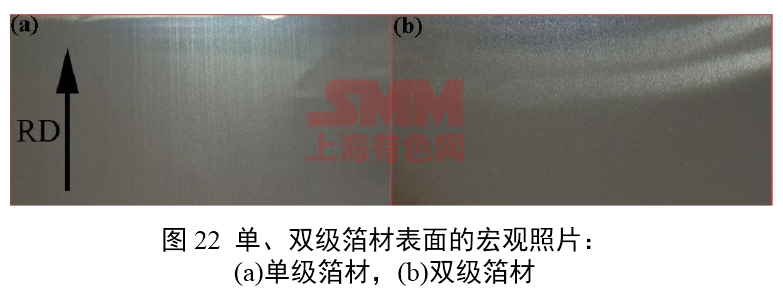
It can be seen that the surface of single-stage foil is rough and there are rolling stripe defects alternating between light and dark, while the surface of two-stage foil is smooth and delicate, and the surface quality is relatively good. This kind of rolling stripe not only makes the surface of the foil not beautiful, but also disadvantageous to the mechanical properties of the foil, affecting the use of the final product.
There are rows of strip structures with different width and width distributed along the rolling direction on the surface of single-stage foil, which is mainly caused by the aggregation of the second phase, and the distribution of the second phase of two-stage foil is more uniform.
Summary
A new type of casting-rolling 3003 battery shell production process was developed, that is, cast-rolling plate + cold rolling + two-stage intermediate annealing system + foil rolling + low temperature finished product annealing, and the cast-rolling 3003 battery shell products with high strength and toughness were obtained. The key technology is to control the grain size after intermediate annealing and to ensure the total processing rate of foil.
"SMM online Q & A" has come to the market, price, information if you have any questions, feel free to ask!

Scan the QR code and join the SMM automobile, battery and aluminum alloy industry exchange group



