At the 2020 (2nd) China Industry Expo New Materials Forum-China Automotive New Materials Application Summit and China (8th) Aluminum processing Industry chain supply and demand Trade Summit held by SMM, Zhong Drum of Suzhou Research Institute of Chinalco explained the application of aluminum alloy materials in new energy vehicle chassis parts.
I. Application of Aluminum Alloy in Automobile
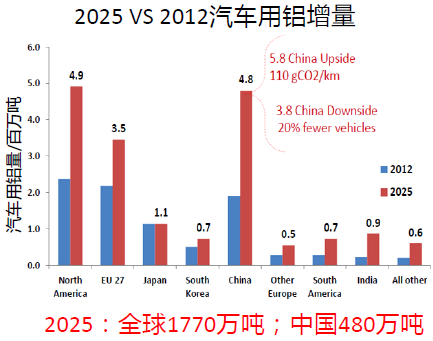
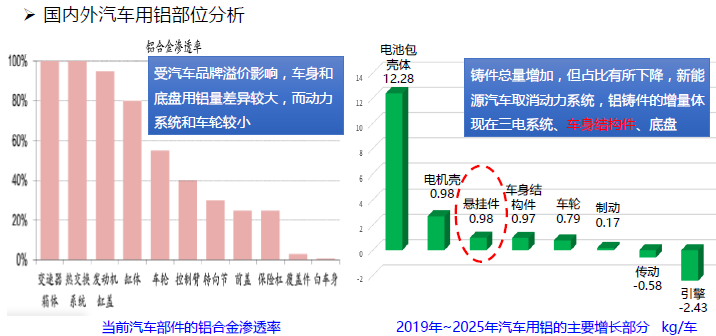
Zhong Gu said that more than 600 aluminum parts are used in systems such as body, chassis, power and transmission. The amount of aluminum used for automobile in all countries / regions shows a rapid growth, especially in North America and China. Aluminum is mainly used in car body structural parts, wheels, body panels, transmission system, cylinder block and cylinder head; the amount of aluminum used in class C and above is much more than that of An and B class cars.
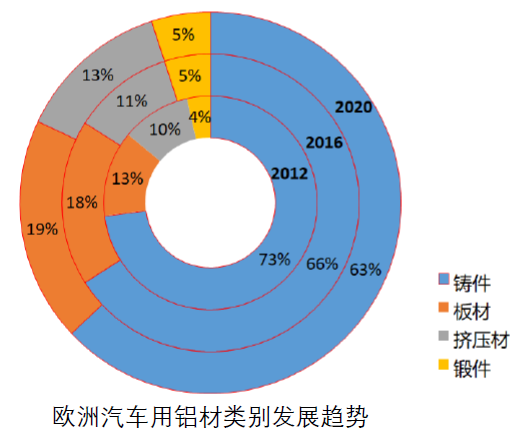
Comparison of types of aluminum for automobile at home and abroad: aluminum for castings accounts for more than 60%, and the proportion of aluminum sheet is increasing year by year, especially for C-class and above models.
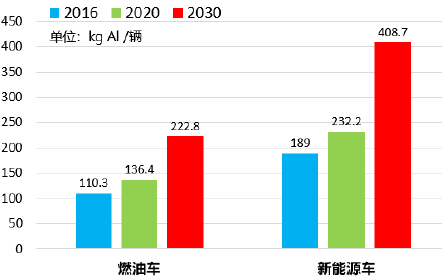
The proportion of aluminum castings for automobile in China is higher than that in Europe and America. In 2018, 3.8 million tons of aluminum for automobiles (2.9 million tons of castings). 2030: 9.1 million tons. The amount of aluminum used in the development of new energy vehicles has increased, and the proportion of sheet and extruded materials has increased significantly.
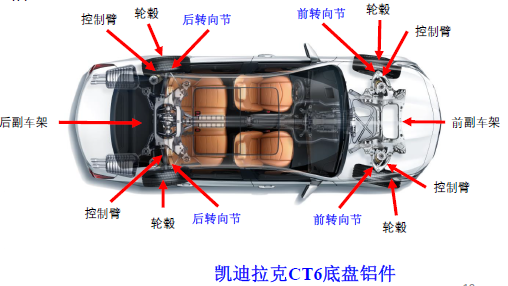
Chassis structure, function and current situation of aluminum application
Zhong Gu pointed out that the lightweight effect of aluminized chassis parts is obvious, and the vehicle performance is significantly improved. The aluminization rate is high abroad, which is much lower at home than abroad. It is mainly used in high-end self-brand cars and pure electric cars, but the permeability is only about 10%. The steering knuckle product has the highest permeability in the chassis and the most technically difficult part is the subframe. The finished product rate is low, the dimensional accuracy needs to be improved, and the welding joint performance and welding deformation control level are low.
Structural parts pay great attention to lightweight efficiency, and the design of lighter parts, the development of higher performance materials, higher production efficiency and finished product rate are the main trends in the future.
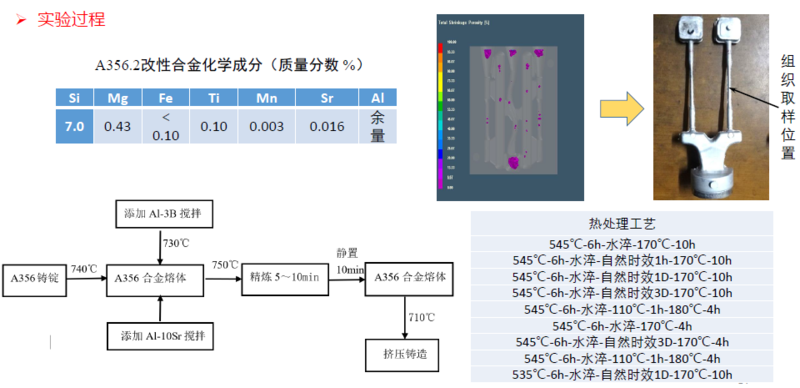
Second, the development of high strength and toughness cast aluminum alloy materials.
The problems existing in the traditional melting and casting process of A356.2 + are as follows: (1) the yield strength can not meet the design requirements, and the elongation is unstable ≥ 9%. (2) the eutectic silicon has a low degree of modification and is prone to thick needle flake, which seriously affects the mechanical properties, especially the elongation (3) a-Al is not refined, showing obvious dendrites, affecting the strength and elongation (4) the eutectic silicon after heat treatment is wormlike, and the spheroidizing effect is not good. It has an effect on the strength and elongation of the alloy.
Application of high strength and toughness cast aluminum alloy in steering knuckle
Function and performance requirements of steering knuckle
The shape of the main structure and force-bearing parts of the automobile steering system is extremely complex. Support the weight of the car body, bear the steering torque and braking torque, the working environment is bad, is an important safety component. The requirements of microstructure, mechanical properties and external dimensions are very strict.
Present situation of material and forming process
Aluminum alloy steering knuckle is mainly formed by casting process, accounting for about 90%.

Design requirements and structural features
Structural features of parts: functional area, should meet the installation between parts and connectors, such as through standard bolts, ball heads, etc.; interference requirements, parts and peripherals should meet the minimum gap requirements; strength requirements, should be through force analysis, identify the key stress parts on the parts; provide a basis for follow-up parts quality inspection. Technological requirements, parts should meet the requirements of low-pressure casting process.
Part performance requirements: static strength, durability, safety.
Fourth, the application of high strength and toughness cast aluminum alloy in the subframe.
Function and performance requirements of subframe
A structure on the chassis of a car that connects the suspension to the body. An assembly bracket used to support axles and suspensions, carrying special functional structural parts of engines and axles. Some parts also bear the role of collision collapse deformation. Its lightweight development can effectively reduce the "off-spring quality", so as to improve energy efficiency, increase mileage and improve ride comfort. Usually, the weight of one-piece steel subframe is 1025kg, and the weight of aluminum subframe can be 30-50% lightweight, and the effect of weight reduction is remarkable.
Present situation of material and forming process
High pressure vacuum integrated casting process-- weight reduction of about 40%

Other integrated casting processes
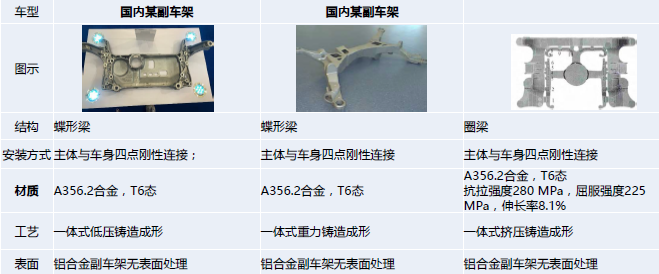
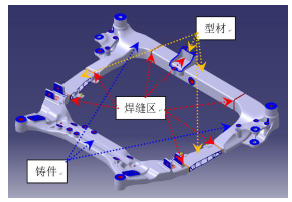
Casting + profile + welding process
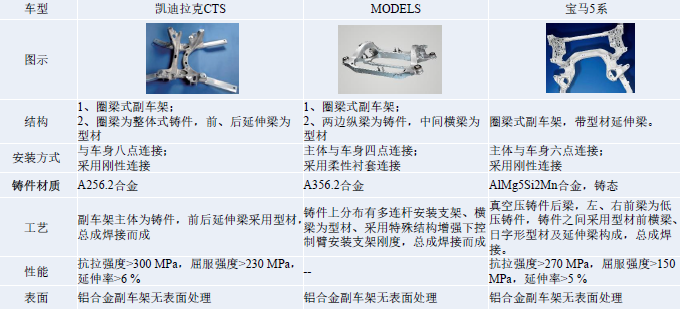
Design requirements and structural characteristics of subframe
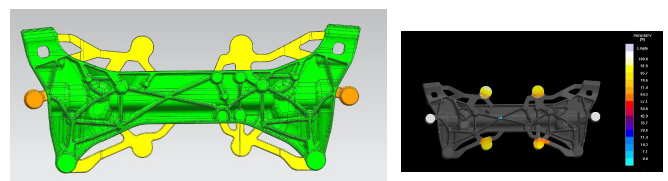
Structural requirements: (1) the subframe and the car body are installed through four rigid points; (2) there are steering gear, stabilizing rod, control arm and suspension installation position; (3) the clearance with the periphery meets the requirements of the general layout; (4) there is a collapsing structure according to the collision and space layout.
Part performance requirements: plate static strength, durability, safety, NVH.
Three-dimensional model of aluminum alloy subframe
Design requirements and structural characteristics of Changan subframe
Structural features: 1, through a rigid connection with the car body; 2, the main structure is a "mouth" type structure, the left and right front longitudinal beams and rear beams are low-pressure casting, and the front crossbeam is extruded aluminum; 3, there are front and rear mounting supports; 4, a collapsing structure is arranged according to collision and space layout.
Structural characteristics of casting rear beam: low pressure casting rear beam casting, the casting thickness is about 5mm, the casting is large size, thin wall and complex parts, the thickness of the main rib and web are 4.5-6mm, the position and size of the installation protruding platform is thicker.
Pouring scheme of low pressure casting for rear crossbeam

Scan the QR code and join the SMM Automotive and Foundry Industry Exchange Group

![Geopolitical Disruptions and a Stronger Dollar Combined to Keep Aluminum Prices Volatile Under Pressure [SMM Aluminum Morning Meeting Summary]](https://imgqn.smm.cn/usercenter/TFHUe20251217171651.jpg)
![Futures Rebound Drove Quote Increases, While Weak Transactions Capped Gains [SMM Cast Aluminum Alloy Morning Comment]](https://imgqn.smm.cn/usercenter/fFkYh20251217171651.jpg)
